ความสำคัญของ Ammonia Feed System และ Detector สำหรับโรงงานผลิตน้ำแข็งและความเย็นทุกแห่ง
🧊 ทำไม “โรงงานน้ำแข็ง” ถึงเสี่ยงกว่าโรงงานอื่น?
โรงงานผลิตน้ำแข็งทุกประเภท —
น้ำแข็งซอง, น้ำแข็งก้อน, น้ำแข็งหลอด, น้ำแข็งอุตสาหกรรม
ล้วนพึ่งพาระบบทำความเย็นแอมโมเนียเป็นหลัก (Ammonia Refrigeration System)
เพราะ NH₃
-
ประสิทธิภาพการดูดความร้อนสูง
-
ต้นทุนต่ำ
-
เป็นมิตรต่อสิ่งแวดล้อม (ไม่มี GWP)
แต่ ทั้งหมดนี้ต้องแลกมากับความเสี่ยงความปลอดภัยสูง
เพราะระบบแอมโมเนียทำงานที่แรงดันสูง (8–15 bar) และแพร่กระจายได้เร็วมาก
ดังนั้น จุดอ่อนเพียงจุดเดียว = เหตุฉุกเฉินได้ทันที
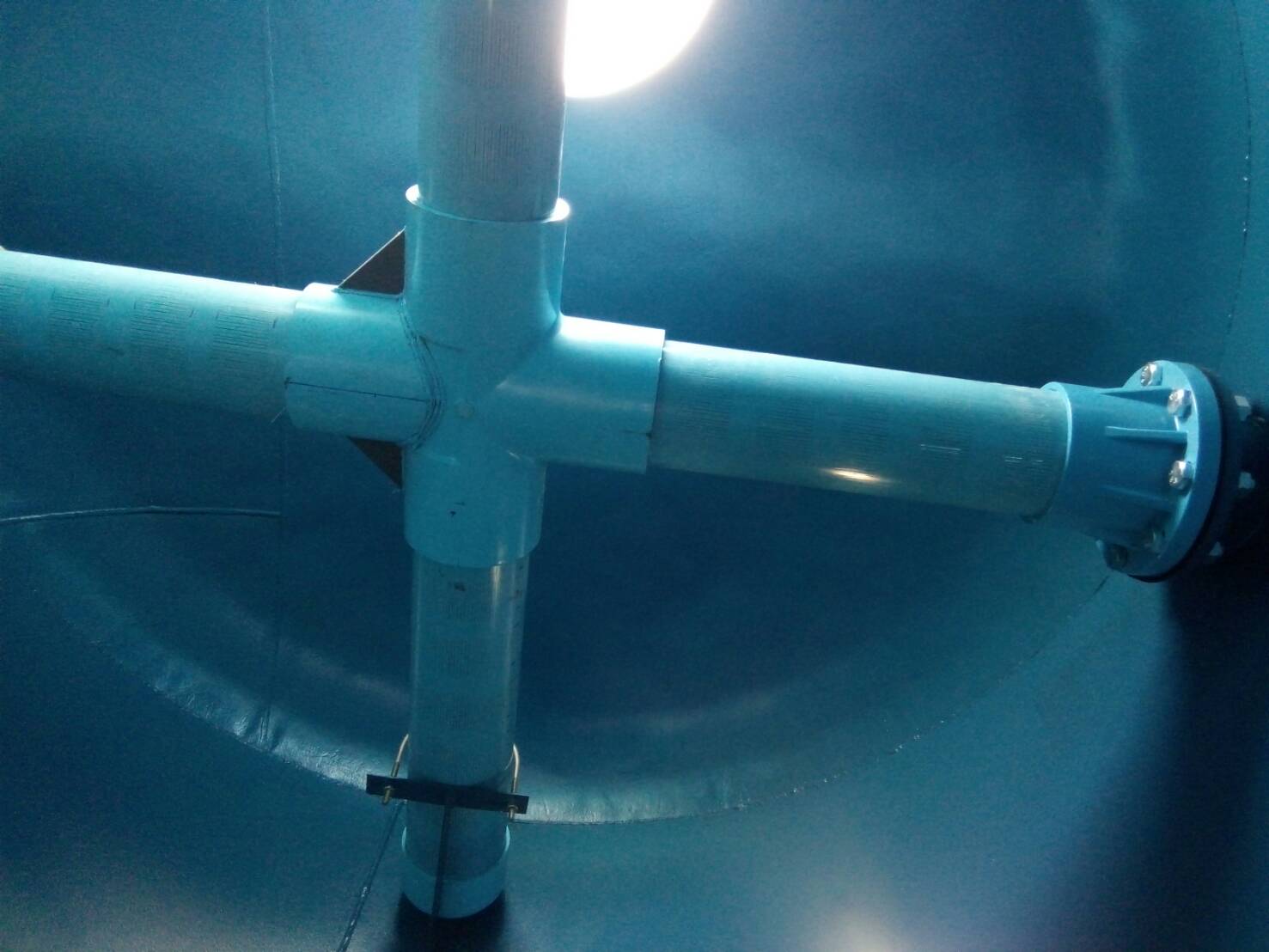
🧠 เข้าใจระบบ Evaporative Condenser
Evap เป็นอุปกรณ์สำคัญของระบบทำความเย็นแบบใช้แอมโมเนีย (Ammonia Refrigeration System) ทำหน้าที่ระบายความร้อนจากระบบไปสู่อากาศผ่านการระเหยของน้ำ
แต่โครงสร้างของ Evap อยู่ “กลางแจ้งและสูง”
→ จึงมีความเสี่ยงต่อการสั่นสะเทือน, การกัดกร่อน, และแรงลม
โดยเฉพาะจุดที่มักเกิดปัญหา ได้แก่:
| จุดเสี่ยง | ลักษณะปัญหา | แนวทางป้องกัน |
|---|---|---|
| Fan Mounting / Motor Bracket | น็อตหลวม, fan สั่นจนหลุด | ตรวจ torque mark ทุกเดือน |
| Ammonia Pipe Flange | หน้าแปลนบิดงอ, gasket เสื่อม | ใช้ gasket ชนิด compatible กับ NH₃ และแรงดัน |
| Vibration Point | ท่อสั่นจากคอมเพรสเซอร์ | ติดตั้ง flexible joint หรือ vibration absorber |
| Drain & Water Spray Line | ตันจากตะกรัน / สนิม | ล้างและตรวจ flow ทุก 1–2 เดือน |
| Structure & Ladder | พนักงานเหยียบผิดจุด / ไม่มี walk way | ติดป้าย “NO STEP ZONE” และ guard rail |
⚙️ ระบบ Feed Ammonia (Ammonia Charging / Liquid Feed)
จุดที่หลายโรงงานมองข้าม แต่มีความเสี่ยงสูงมาก
ระบบ Feed Ammonia คือบริเวณที่ใช้
-
เติมแอมโมเนียเข้าระบบ
-
ปล่อยแอมโมเนียจากถังเก็บไปยังชิลเลอร์
-
ระบายก๊าซส่วนเกิน
-
ซ่อมบำรุงไลน์แอมโมเนีย
ซึ่งมักมีองค์ประกอบต่อไปนี้:
จุดเสี่ยงในระบบ Feed Ammonia
| จุดเสี่ยง | ลักษณะปัญหา | เหตุรั่วที่พบบ่อย |
|---|---|---|
| Valve / King Valve | เปิด–ปิดบ่อย | Packing เสื่อม, เกิด micro-leak |
| Flange & Gasket | การสั่นสะเทือนจากคอมเพรสเซอร์ | Gasket แตกร้าว, Bolt คลายตัว |
| Charging Point | เติมแอมโมเนียโดยคนงาน | Leakage ช่วงต่อสาย (filling hose) |
| Relief Valve | ปล่อยก๊าซเมื่อความดันสูง | เสื่อม, Return line ตัน |
| Sight Glass | ตรวจระดับน้ำยา | แตกจาก shock load หรือแรงดันสะสม |
| Purge Point | ไล่อากาศ / moisture | มักลืมปิด หรือปิดไม่สนิท |
👉 โรงงานน้ำแข็ง จะมีรอบการเติมแอมโมเนียบ่อยกว่าโรงงานอื่น
เพราะระบบทำงานหนักทุกวัน → เกิดการรั่วบริเวณ Feed System ได้ง่ายมาก
🧰 มาตรการที่ควรมีในระบบ
1️⃣ ติดตั้ง Ammonia Gas Detector
-
ควรติดทั้งในห้องเครื่องและบริเวณ Evap
-
เซนเซอร์ควรตรวจได้ตั้งแต่ 25 ppm และเชื่อมต่อระบบแจ้งเตือนอัตโนมัติ
2️⃣ ติดตั้ง Ultrasonic Level Sensor หรือ Flow Monitor
-
ใช้ตรวจความผิดปกติของการทำงาน เช่น พัดลมหยุด / น้ำไม่หมุนเวียน
3️⃣ Preventive Maintenance Plan (PM)
-
ตรวจสอบ torque ของ bolt, fan และ motor ทุก 3 เดือน
-
ตรวจรอยรั่วด้วยสบู่หรือ ammonia sniffer ทุก 6 เดือน
4️⃣ Lock-Out / Tag-Out (LOTO)
-
ใช้ทุกครั้งก่อนซ่อมบำรุงระบบแอมโมเนีย
-
ห้ามเปิดวาล์วโดยไม่อนุญาตจากหัวหน้างาน
5️⃣ อบรมพนักงาน (Operator Awareness)
-
ให้รู้ว่า “แอมโมเนียไม่มีกลิ่นตอนแรก” แต่จะกัดจมูกและตาอย่างรุนแรงเมื่อเข้มข้น
-
ฝึกซ้อมอพยพอย่างน้อยปีละ 2 ครั้ง
🚨 ทำไมถึงจำเป็นต้องติดตั้ง Ammonia Gas Detector ในโรงงานน้ำแข็ง?
เพราะจุดเสี่ยงหลักไม่ได้มีแค่ในห้องเครื่อง
แต่กระจายอยู่ในหลายตำแหน่ง เช่น:
จุดที่ควรมี Ammonia Gas Detector เสมอ (สำหรับโรงงานน้ำแข็ง)
-
บริเวณ Feed Ammonia / Charging Point (Critical)
-
Evap / Condenser บนดาดฟ้า
-
ห้องเครื่องเย็น (Engine Room)
-
บริเวณที่คนงานเดินผ่านบ่อย
-
ห้องพัก compressor + oil separator
💬 “แอมโมเนียเป็นก๊าซที่หนักกว่าอากาศบางกรณี แต่เมื่อร้อนจะลอยขึ้น —
ดังนั้น Detector ต้องติดตามระดับที่ ถูกต้อง ไม่ใช่ติดสุ่ม ๆ”
🛡️ ทำไม Ammonia Gas Detector ถึงช่วยลดโอกาสโดนสั่งปิดโรงงาน?
ถ้าแอมโมเนียรั่วจนชาวบ้านได้กลิ่น →
3 หน่วยงานจะมาเยี่ยมทันที:
-
🏛️ อบต. / เทศบาล: มาตรวจมลพิษกลิ่น
-
🏭 กรมโรงงาน: ตรวจระบบความปลอดภัย
-
🧪 อย. (ถ้าเกี่ยวกับอาหาร): สั่งหยุดผลิตเพื่อตรวจสอบ
การมี Detector แบบแจ้งเตือนอัตโนมัติ + บันทึกข้อมูลย้อนหลัง
ช่วยให้พิสูจน์ได้ว่า:
-
โรงงานมีระบบ “Early Warning”
-
แจ้งเตือนทันทีที่ถึง 25 ppm พร้อมการตอบสนอง
-
มี History แสดงการตรวจเช็ก sensor
-
โรงงานมี ระบบจัดการความปลอดภัย (Safety Management)
ซึ่งเป็นหลักฐานสำคัญว่า
โรงงานมีมาตรฐาน → ไม่จำเป็นต้องสั่งปิด
♻️ สรุปแบบ Aceken
-
ระบบ Feed Ammonia = จุดเสี่ยงที่สุดของโรงงานน้ำแข็ง
-
ทุกการรั่ว 90% เกิดจาก ข้อต่อ, หน้าแปลน, valve, vibration
-
Evap บนดาดฟ้าคือจุดที่ต้องติด Ammonia Detector เพิ่ม
-
Ammonia Gas Detector ช่วยลดความเสี่ยงการโดนสั่งปิดโรงงานได้จริง
-
การติดตั้ง Ammonia Gas Detector คือการลดความเสี่ยงระดับ “ชีวิต–โรงงาน–ธุรกิจ”