❄️ AMMONIA LEAK MONITORING FOR ICE FACTORIES
Aceken – Environmental Ace Serves 💧⚡
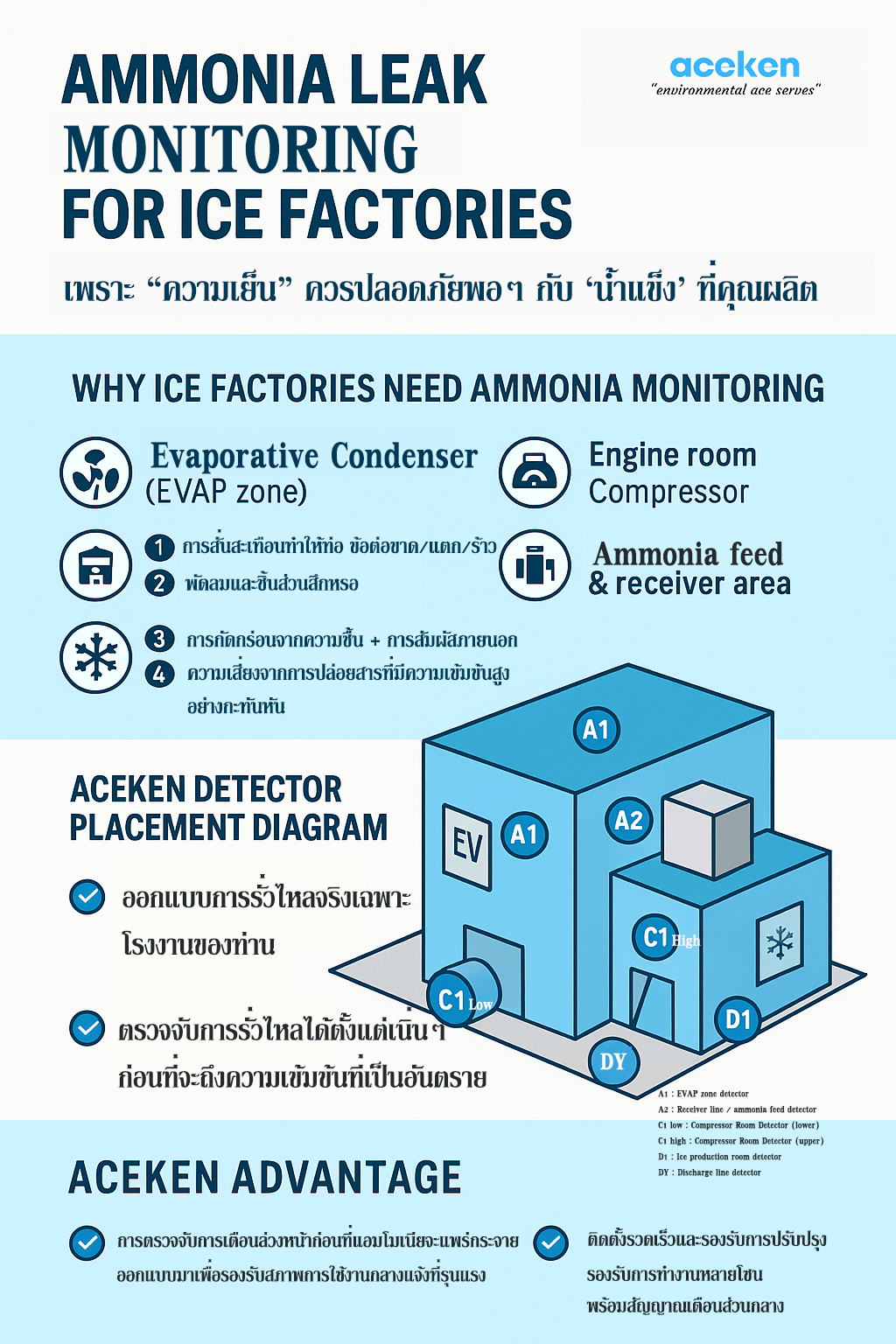
🧊 Why Ice Factories Need Ammonia Monitoring
ระบบทำน้ำแข็งไม่เหมือนโรงงานอื่น
มันใช้ Ammonia Refrigeration System ที่:
ทำงานด้วยแรงดันสูง
มีท่อและข้อต่อหลายจุด
อยู่ทั้ง “ภายในห้องเครื่อง” และ “บนดาดฟ้า”
คนงานต้องขึ้นไปดูระบบตลอด
และถ้ารั่ว… ชุมชนจะรู้ก่อนวิศวกรอีก 😅
Aceken เข้าใจ process ของโรงงานน้ำแข็งจริง ๆ
เพราะเราเห็นเหตุการณ์รั่วจาก
พัดลมหลุดโดนท่อ
หน้าแปลนคลาย
จุดเติมแอมโมเนีย
valve packing เสื่อม
การล้าง Evap แบบเหยียบผิดจุด
และทุกเหตุการณ์มี pattern เดียวกันคือ:
"ถ้าไม่มี Detector อยู่ตรงที่ควรอยู่ → ไม่มีใครรู้ก่อนมันสาย"

เพราะ "ความเย็น" ควรปลอดภัยพอ ๆ กับ "น้ำแข็ง" ที่คุณผลิต 💧⚡
🗺️ Aceken Risk Map – จุดเสี่ยงรั่วที่เราหาเจอประจำในโรงงานน้ำแข็ง
🔵 1. Evaporative Condenser (EVAP Zone) บนดาดฟ้า
จุดเสี่ยง:
พัดลมหลุด / น็อตคลาย
ท่อ NH₃ header สั่น
หน้าแปลนบนดาดฟ้ากัดกร่อน
น้ำกระเด็นเข้ามอเตอร์ / ขาสั่นสะเทือน
ตำแหน่ง Detector:
ใต้ชุดพัดลม (Fan discharge)
ใต้ท่อ header
ตำแหน่งลมออก (Downwind zone)
จุดขึ้น–ลง (มี beacon + siren)
🔵 2. ห้องเครื่องทำความเย็น (Engine Room / Compressor Room)
จุดเสี่ยง:
คอมเพรสเซอร์
Oil separator
Relief valve
Purge line / Non-condensable line
valve station
ตำแหน่ง Detector:
ใกล้ discharge line
ใต้เพดาน 20–30 cm (เพราะ NH₃ ลอยขึ้นในห้องปิด)
ใกล้ fresh-air inlet
🔵 3. Ammonia Feed & Receiver Area (Critical Zone)
จุดเสี่ยง:
จุดเติมแอมโมเนียจากถัง
Packing valve
หน้าแปลน gasket เสื่อม
Relief valve ปล่อยเกิน
สายเติม (hose) เสื่อม
ตำแหน่ง Detector:
ใกล้ charging connection
ใกล้ receiver / king valve
ใต้หลังคา (ถ้ามี)
⚠️ 90% ของเหตุรั่วแรงมาจากตรงนี้
🔵 4. พื้นที่ผลิตน้ำแข็ง / ห้องเย็น (Ice Plant Zone)
จุดเสี่ยง:
Evaporator ในห้องเย็น
Valve station
ระบบ drain
ตำแหน่ง Detector:
ระดับศีรษะคน (1.5–1.8 m)
ใกล้ประตูทางเข้าออก
🧭 Aceken Detector Placement Diagram (ตัวอย่างการติดตั้ง 8 จุด)
┌───────────────────────────────┐
│ B1 (Fan) B2 (Header) │
│ ○───────────────────────○ │
│ │
│ Ladder ↑ B3 (Access) ○ │
└───────────────────────────────┘
[Engine Room]
┌────────────────────┐
│ A1 ○ near compressor │
│ A2 ○ near discharge │
└────────────────────┘
[Feed / Receiver]
┌────────────────────┐
│ C1 ○ receiver │
│ C2 ○ charging hose │
└────────────────────┘
[Ice Plant / Cold Room]
┌────────────────────┐
│ D1 ○ entry door │
└────────────────────┘
🔥 Aceken Advantage – ทำไมเราถึงรู้จริงกว่าโรงงานทั่วไป
✔ เราเข้าใจ “จังหวะการรั่ว” ของระบบน้ำแข็ง
แอมโมเนียรั่วไม่ใช่ random
มันรั่วตาม โหลด, แรงสั่นสะเทือน, รอบเดือนล้าง Evap, และ พฤติกรรมคนงาน
✔ เราเน้นกลยุทธ์ “Detect early → Prevent shutdown”
Detector ที่เราเลือกแจ้งเตือนที่
25 ppm → แค่ irritant
50 ppm → เริ่มมีอาการ
300 ppm → ภาวะอันตรายเฉียบพลัน (IDLH)
✔ การติดตั้งคือ “จุดที่ต้องติดจริง ๆ” ไม่ได้ติดเพราะสวยงาม
เพราะเรารู้ว่าถ้าวางผิดระดับ → detector ไม่เจอแก๊สแม้รั่วอยู่ข้างตัว
✔ ลดความเสี่ยงการโดนสั่งปิดโรงงาน
อบต. / กรมโรงงาน / อย.
จะตรวจว่าโรงงานมีอะไรบ้าง:
| รายการตรวจ | Aceken มีให้ไหม | หมายเหตุ |
|---|---|---|
| Ammonia Detector | ✔ | แจ้งเตือน + บันทึกแบบ Data log |
| Detector ที่ติดถูกจุด | ✔ | ไม่ใช่ติดไว้แค่ “โชว์” |
| PM Plan รายเดือน | ✔ | ทำให้ล่วงหน้าได้ |
| Infinity Alarm / Beacon | ✔ | แยก Alarm in–out |
| รายงานเหตุการณ์ย้อนหลัง | ✔ | เอาไว้โชว์ภาครัฐได้ |
ถ้ามีครบแสดงว่าโรงงาน “ควบคุมความเสี่ยงได้จริง”
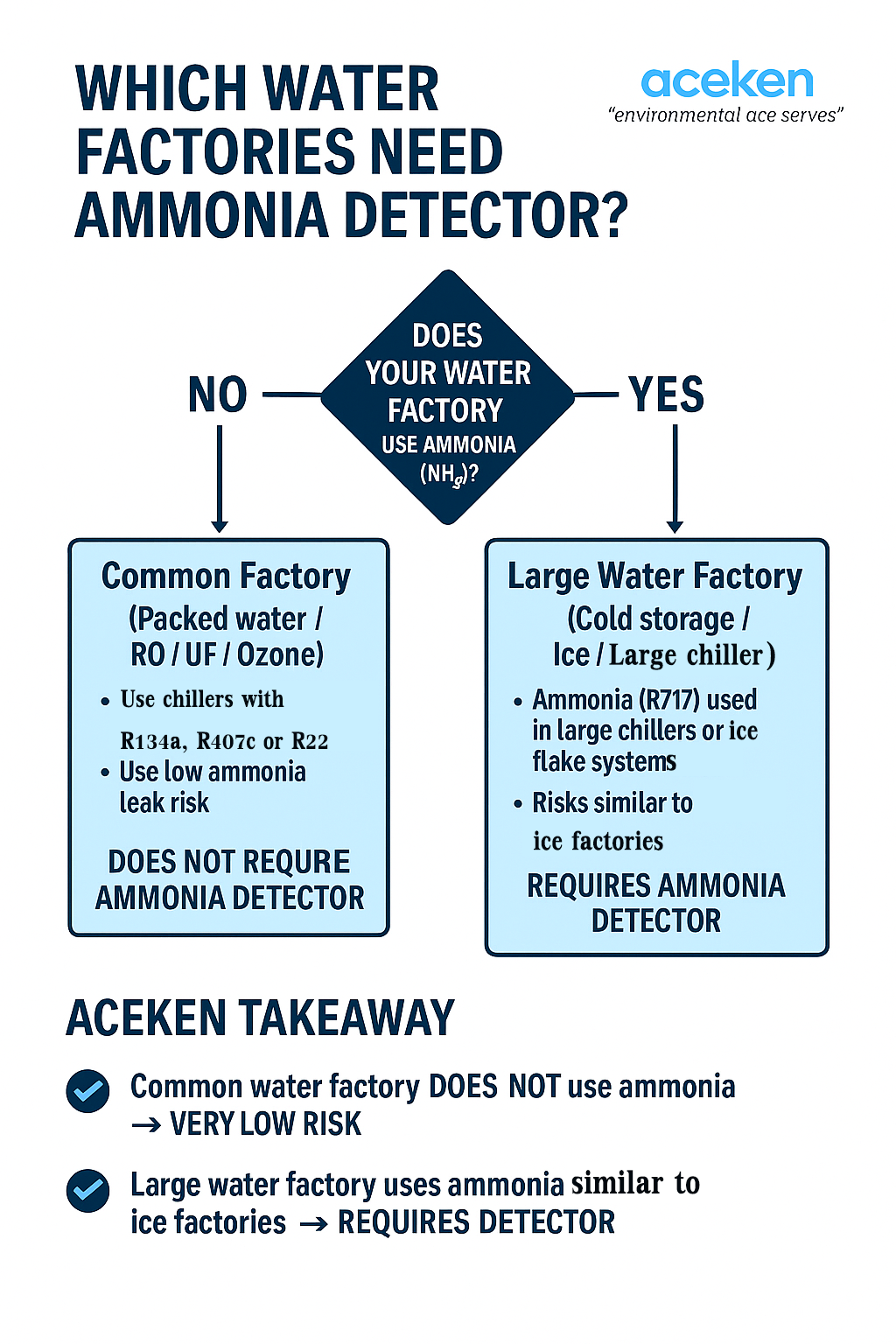
✅ โรงงานน้ำดื่ม “มีโอกาสเกิดปัญหาแอมโมเนียรั่วไหม?”
คำตอบคือ — ส่วนใหญ่ “ไม่มี” แต่บางเคส “มีได้”
แยกเป็น 2 แบบชัด ๆ:
🟩 1) โรงงานน้ำดื่มทั่วไป (บรรจุขวด / RO / UF / Ozone)
➡️ ไม่ใช้แอมโมเนียเป็นสารทำความเย็น
➡️ ใช้ Chiller แบบ R134a, R407c, R410A หรือ R22 มากกว่า
➡️ โอกาสเกิด แอมโมเนียรั่ว = แทบเป็นศูนย์
สรุป:
ถ้าเป็นโรงงานน้ำดื่มทั่ว ๆ ไป → ไม่จำเป็นต้องมี Ammonia Detector
🟦 2) โรงงานน้ำดื่มขนาดใหญ่ (มีห้องเย็นเก็บน้ำดิบ / น้ำแข็ง / ชิลเลอร์ใหญ่)
บางโรงจะใช้ระบบทำความเย็นแบบอุตสาหกรรม เช่น
Cold Storage ขนาดใหญ่
Ice Flake for cooling
Chiller 0–2°C ที่ใช้ Ammonia (R717)
ระบบน้ำแข็งก้อน/น้ำแข็งป่นเพื่อเก็บความเย็นก่อนบรรจุ
➡️ ในเคสนี้ “มีโอกาสรั่ว” ได้เหมือนโรงน้ำแข็ง
โดยเฉพาะส่วนที่เสี่ยง:
Evaporative Condenser
Receiver / High-pressure drum
Pump room / Engine room
Pipe rack บนดาดฟ้า
สรุป:
ถ้าโรงงานน้ำดื่มมี ระบบแอมโมเนียระดับอุตสาหกรรม → ต้องติดตั้ง Ammonia Detector เช่นเดียวกับโรงน้ำแข็ง
🟧 คำสรุปแบบ Aceken
✔ โรงน้ำดื่มทั่วไป → ไม่ใช้แอมโมเนีย → ความเสี่ยงต่ำมาก
✔ โรงน้ำดื่มที่มีห้องเย็นขนาดใหญ่ / น้ำแข็ง / ระบบทำความเย็นแบบโรงน้ำแข็ง → ใช้แอมโมเนีย → ความเสี่ยงเท่ากับโรงน้ำแข็ง
🧊 สรุปสุดท้ายแบบ Aceken
ระบบทำน้ำแข็งต้องเย็น… แต่ความเสี่ยงต้องไม่เย็นตาม
Aceken วาง Detector
เพื่อให้โรงงาน
เห็นก่อนรั่ว
รู้ก่อนอันตราย
ปรับแก้ก่อนโดนสั่งปิด
Environmental Ace Serves
ลูกเสิร์ฟพิฆาต…เพื่อลดความเสี่ยงแอมโมเนียรั่ว 💧💨