เมื่อโรงงานฟอกย้อม...ต้องกลับมาหายใจอีกครั้ง
Textile Factory’s Wastewater Awakening
“โรงงานนี้ไม่ได้มีปัญหาที่สี... แต่สีของน้ำคือปัญหา” 😅
โรงงานฟอกย้อมแห่งหนึ่งในกลางของประเทศไทย
มีระบบบำบัดน้ำเสียที่ใช้งานมานานกว่า 10 ปี
ทั้งระบบชีวภาพ (Biological Treatment) และระบบ Ozone เดิมนั้น
ต่างก็ “สูงวัย” จนประสิทธิภาพลดลงเรื่อย ๆ
ผลที่เกิดคือ ค่า COD และสีของน้ำทิ้งสูงเกินมาตรฐาน
ส่วนค่า BOD กลับต่ำ — ซึ่งในวงการนี้แปลว่า
“จุลินทรีย์ไม่มีอาหารจะกิน”
⚙️ จุดเริ่มต้นของ Phase I
Aceken ได้รับมอบหมายให้เข้ามาปรับปรุงระบบเดิมโดย ไม่เปลี่ยนขนาดบ่อ
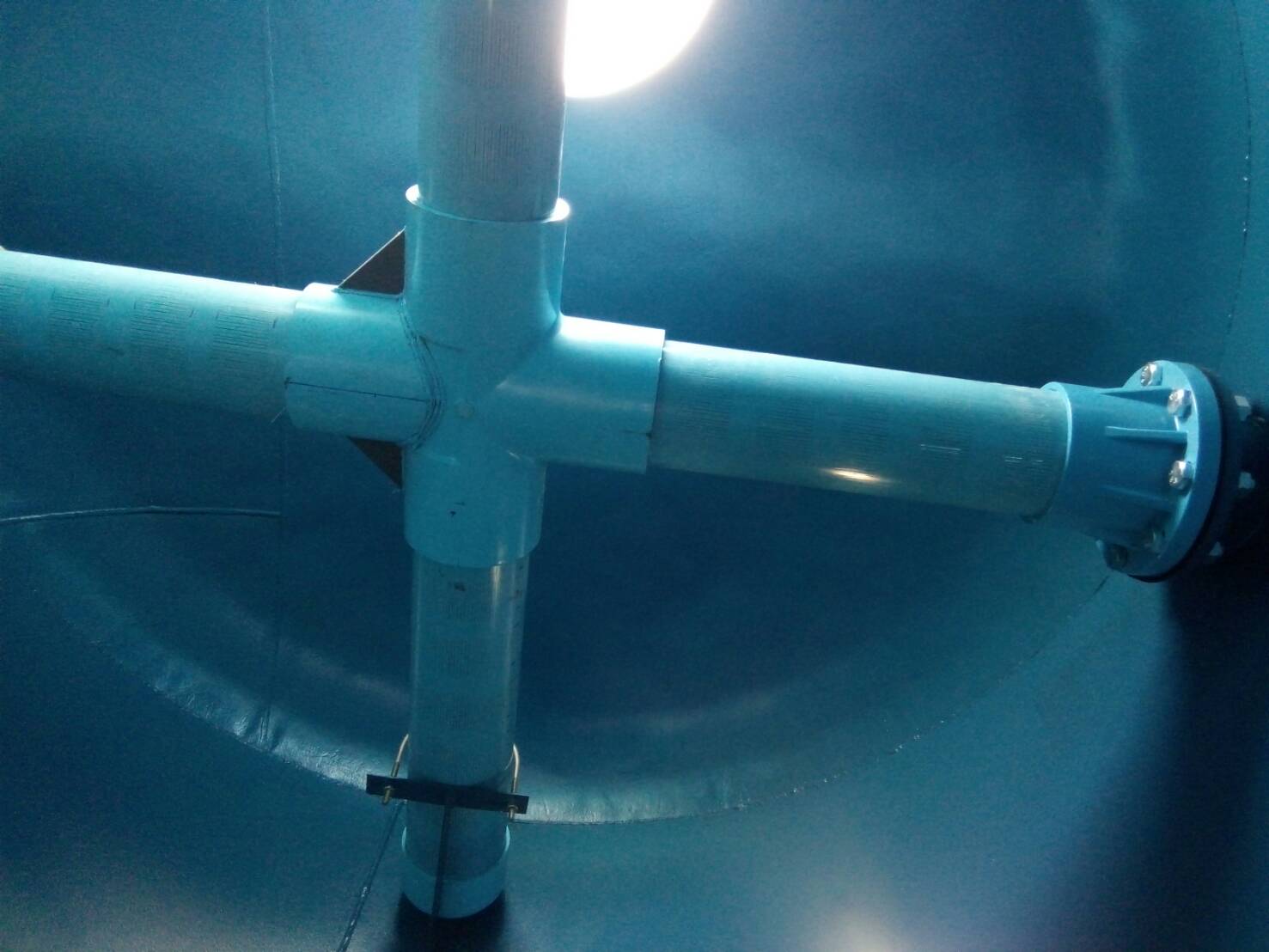
แต่เน้นไปที่ “หัวใจของระบบบำบัด” คือ
การเติมอากาศ (Aeration) และการควบคุมสมดุลของจุลินทรีย์ (Sludge Balance)
ระบบที่ Aceken เลือกใช้ คือ Intermittent Aeration System (IAS) —
ระบบเติมอากาศแบบสลับช่วงเวลา
ที่จุลินทรีย์ได้ทั้ง “พัก” และ “หายใจ” ในจังหวะที่พอดี
ช่วยให้การย่อยสลายอินทรีย์เกิดขึ้นอย่างสมดุล
และลดปริมาณตะกอนส่วนเกินได้อย่างมีประสิทธิภาพ
“เราไม่ได้ต้องการตะกอนเยอะ แต่ต้องการตะกอนที่เข้าใจหน้าที่ของตัวเอง” 😎
💰 ข้อดีที่ตามมา
ระบบ IAS ไม่เพียงทำให้น้ำออกดีขึ้น
แต่ยังช่วย ลดต้นทุนการจัดการตะกอน (Sludge Handling Cost) ได้แบบเห็นผล
-
จุลินทรีย์ในระบบเกิด–ดับ–เกิดใหม่ตามธรรมชาติ (สาธุ 🤲)
ทำให้ตะกอนไม่สะสมมากเกินไป -
ไม่ต้องเสียค่ารีดและกำจัดตะกอนเดือนละหลายตัน
เหมือนโรงงานฟอกย้อมที่ใช้ระบบ Activated Sludge เต็มรูปแบบ -
ลดภาระขนส่งและกำจัดตะกอนนอกโรงงาน
-
ลด Carbon Footprint ของกระบวนการโดยรวม
หรือพูดอีกแบบ...
“จากเดิมต้องเสียเงินทิ้งตะกอนทุกเดือน ตอนนี้โรงงานปล่อยให้จุลินทรีย์จัดการกันเอง — ฟรี!” 😄
🌈 COD ที่เป็นสี และ BOD ที่ไม่มี
น้ำเสียจากกระบวนการฟอกย้อมมี COD สูงแต่ BOD ต่ำ
เพราะสารให้สีและเคมีบางชนิดย่อยสลายยาก
Aceken จึงปรับสมดุลโดย เติมโมหลาด (Molasses)
เพื่อเพิ่มแหล่งคาร์บอนให้จุลินทรีย์
แต่ต้องเติมให้น้อยที่สุดเท่าที่จำเป็น
เพราะถ้าเติมมากไป สิ่งที่ได้เพิ่มคือ “ภาระการบำบัด BOD ส่วนเกิน”
“ในวงการนี้ ไม่มีอะไรฟรี — เติมมากก็ต้องล้างมาก” 😅
🧩 เทคโนโลยีและเครื่องมือที่เพิ่มเข้าระบบ
ก่อนปรับปรุง ระบบเดิมแทบไม่มีเครื่องวัดใด ๆ เลย
แต่ Aceken ยึดหลักว่า
“คุณไม่สามารถจัดการสิ่งที่คุณไม่วัดได้ (You can’t manage what you don’t measure.)”
จึงเพิ่มเครื่องมือวัดสำคัญใน Phase I ได้แก่:
-
DO Sensor แบบ Optical – ตรวจวัดออกซิเจนละลายน้ำแบบเรียลไทม์
-
Flow Meter – วัดอัตราการไหลเข้า–ออกของระบบ
-
pH และ Conductivity Meter – ตรวจสมดุลของน้ำในแต่ละบ่อ
-
PLC Control Panel – ควบคุมการเปิด–ปิด Blower อัตโนมัติ
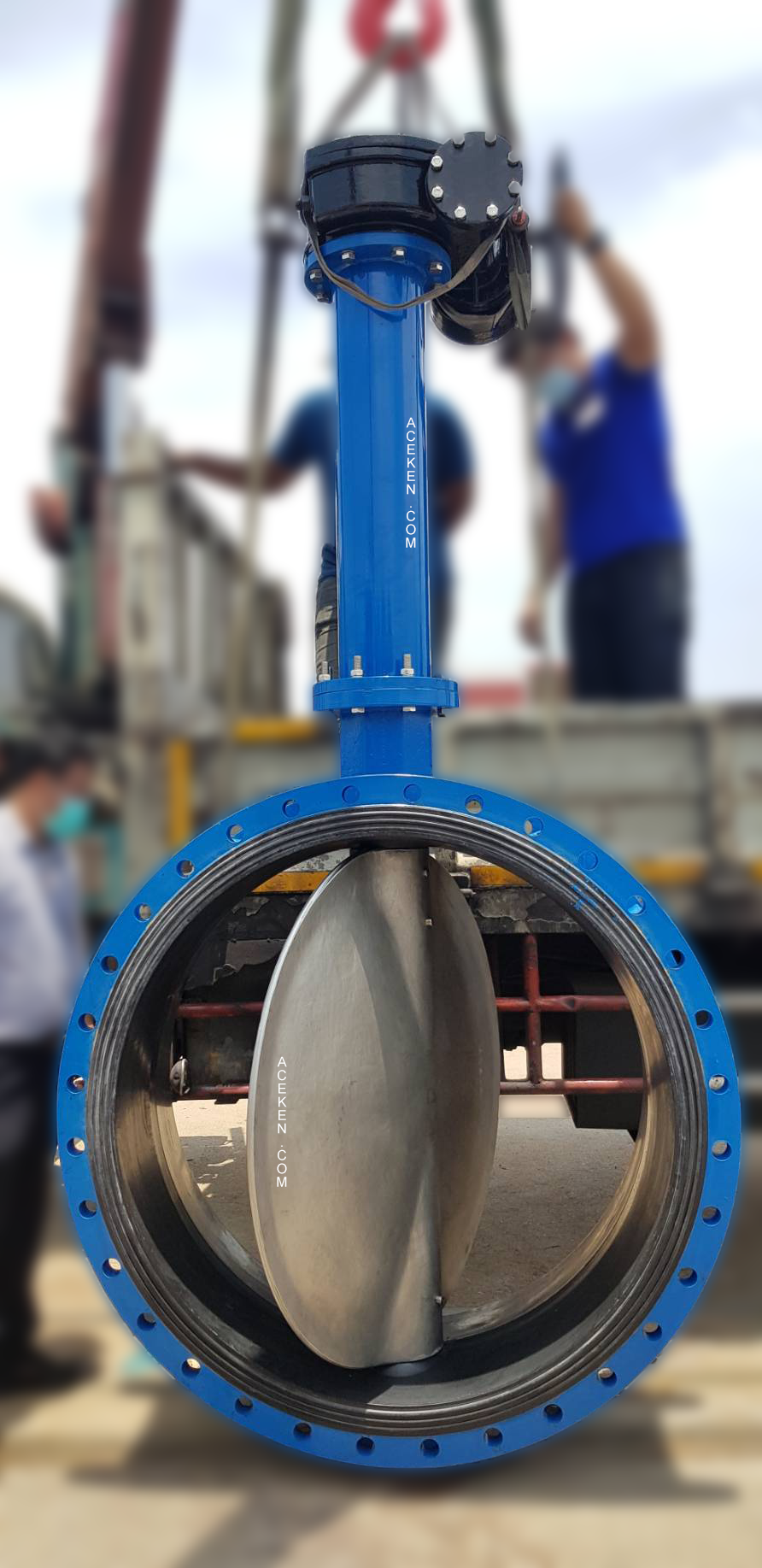
-
Valve Control และ Return Line – จัดการการหมุนเวียนน้ำและตะกอน
ระบบใหม่ไม่ได้เปิด–ปิด Blower ตามเวลาคนทำงานอีกต่อไป
แต่ควบคุมตามค่า DO ที่วัดได้จริง
เมื่อ DO ขึ้นถึงระดับที่ตั้งไว้ ระบบจะสั่ง หยุด Blower
และเมื่อค่า DO ลดลงจนใกล้จุดที่จุลินทรีย์เริ่ม “พะงาบ ๆ”
ระบบก็จะสั่ง เปิด Blower ให้หายใจได้ทันเวลา
“นี่แหละ Smart Aeration — ระบบที่หายใจตามชีพจรของจุลินทรีย์ ไม่ใช่ตามนาฬิกาของคน”
💧 สภาพก่อนปรับปรุง
ก่อน Aceken เข้ามา ระบบเดิมมีลักษณะดังนี้:
-
ระบบ Ozone เก่า เสื่อมสภาพ ใช้ได้บ้างไม่ได้บ้าง
-
ระบบ Bio เก่า ไม่มีการควบคุม DO
-
ไม่มี Flow Meter หรือ Sensor ตรวจคุณภาพน้ำ
-
เติมอากาศเฉพาะกลางวัน (ตอนคนทำงาน วันไหนช่างป่วย จุลินทรีย์ก็ป่วยด้วย)
-
ค่ามาตรฐานไม่คงที่ — บางช่วงผ่าน บางช่วงไม่ผ่าน
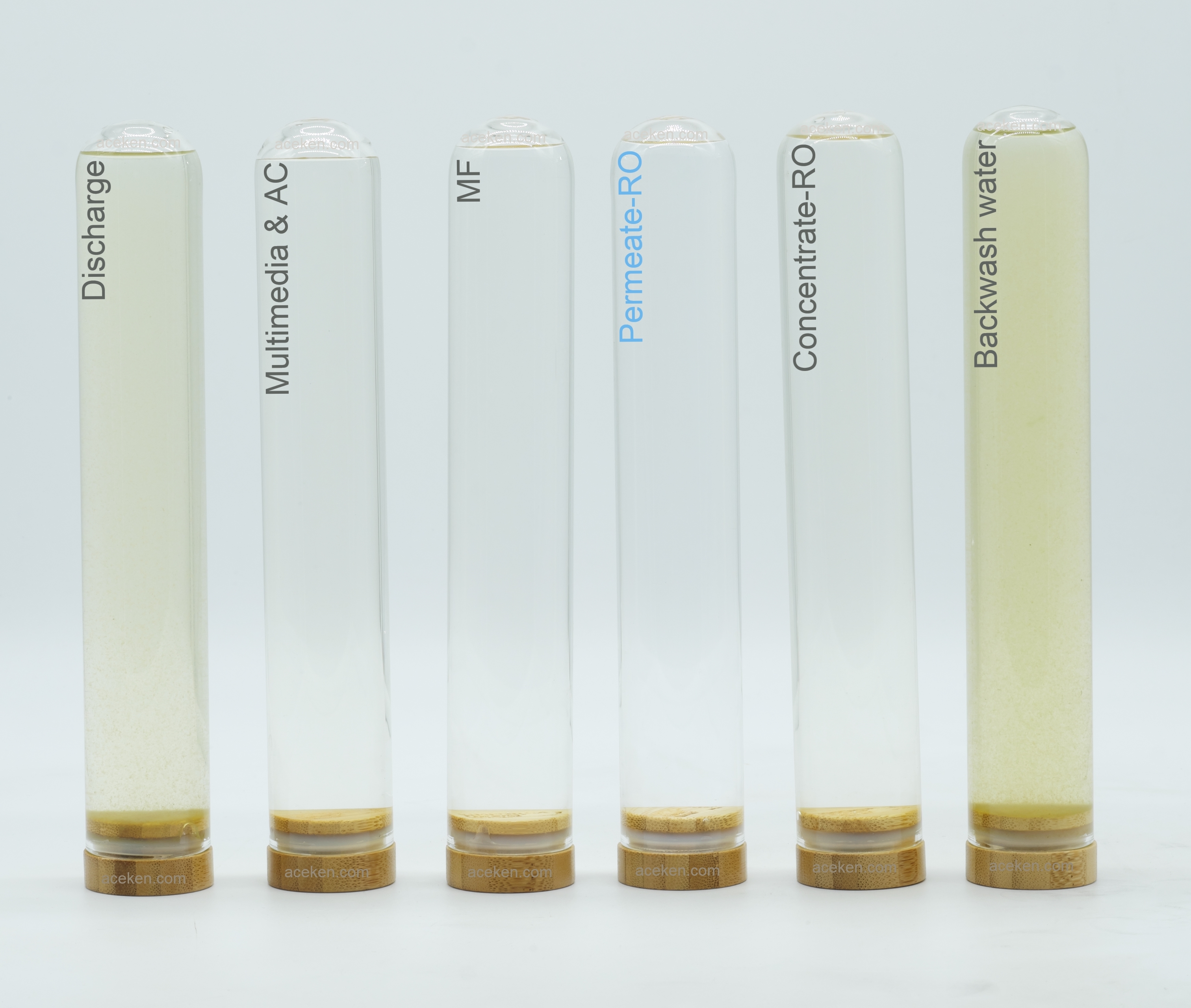
จากผลตรวจช่วงมีนาคม–พฤษภาคม 2566
พบว่า COD สูงถึง 498 mg/L และ BOD สูงถึง 163 mg/L
ซึ่งเกินมาตรฐานชัดเจน
⚙️ ผลหลังการปรับปรุง Phase I
หลังการปรับปรุงระบบเติมอากาศ, การควบคุม DO และติดตั้งเครื่องมือวัดครบ
ผลทดสอบล่าสุด (ตุลาคม 2568) จากห้องแล็บภายนอกพบว่า:
-
BOD = 15 mg/L (ผ่านมาตรฐาน)
-
COD = 100 mg/L (ผ่านมาตรฐาน)
-
MLVSS = 303 mg/L (อยู่ในช่วงเสถียร)
ระบบตอนนี้กลับมาหายใจได้เต็มปอด — ไม่มีตะกอนฟู ไม่มีน้ำเน่า และไม่มีกลิ่น
เหลือเพียงขั้นตอนสุดท้าย คือการที่ลูกค้าจะ ติดตั้งเครื่อง Ozone ใหม่
เพื่อกำจัดสีและ COD ส่วนที่เหลือให้สมบูรณ์ยิ่งขึ้น
คาดว่าจะแล้วเสร็จเร็วๆนี้
💡 ACE Notes
-
ระบบที่ดีไม่จำเป็นต้องใหญ่ แต่ต้อง “เข้าใจพฤติกรรมน้ำ”
-
COD จากสีไม่จำเป็นต้องกำจัดด้วยเคมีเสมอไป ถ้าควบคุมจังหวะ Aeration ถูก
-
การเติมโมหลาดต้องพอดี เหมือนหมอจ่ายยา
-
ระบบที่ดีควรทำงานได้แม้ไม่มีคนอยู่ — เพราะจุลินทรีย์ไม่เคยหยุดหายใจ
-
และที่สำคัญ... ระบบ IAS ยังช่วยประหยัดค่ารีดและกำจัดตะกอนทุกเดือนอีกด้วย 💸
Environmental Ace Serves
ลูกเสิร์ฟพิฆาต... เพื่อพิทักษ์สิ่งแวดล้อม 🎾💧
From Color to Clarity — The Aceken Way.